+
 微信号:18648623999
微信号:18648623999

微信号:18648623999
欢迎访问包头市金泽保温防腐工程有限公司!

专注管道保温行业多年
生产加工过程层层把关

186-4862-39990472-2165-555




公司新闻
热水管保温钢套钢保温管焊接方法
来源:www.btjzgs.cn 发布时间:2024年07月26日
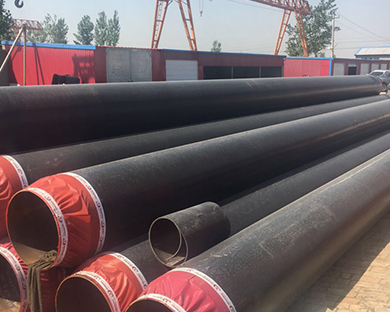
包头聚氨酯保温管安装前,应仔细检查管道的规格、材料和设计是否符合要求,并按规定进行除锈、喷漆、管道防污和除锈。滑动支架一般用于固定外部保护钢管和工作钢管之间。下图为钢套钢蒸汽保温钢管焊接施工现场。工人们正在焊接工作钢管。内层工作钢管焊接后,滑动外部保护钢管进行对接。
热水管保温钢套钢保温管焊接方法:
1、根据整流管材料、切割材料、坡口、分组、焊接、清除焊渣等程序,在铺设和标注的基础上进行焊管施工。
2、沟槽加工清洗:沟槽切割管道一般采用氧乙炔火焰切割,气割后完成,氧化铁用锉刀清除管口。小直径管道应尽可能用砂轮切割。去除斜角两侧20毫米范围内的油、锈、水,保证金属光泽,保证斜坡表面缺陷,去除斜坡内外。
3、使用焊条和焊剂前,应按照说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接操作说明书进行。焊接设备使用前需要进行检查,不合格设备严禁进入施工现场。焊接过程中应进行自检和互检,并控制焊接质量。
6、防止弹坑裂纹,多层焊接实现夹层接头错开。每一道焊缝都应尽快完成。焊缝中断时,应及时采取措施防止裂纹,确保继续焊接前无裂纹。
7、连接管道时,不允许进行强对准,尤其是与设备连接螺栓松动时,对准部分应在正确的位置。
8、清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如有缺陷,应及时进行维修和维修记录。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本网将予以删除。
热水管保温钢套钢保温管焊接方法:
1、根据整流管材料、切割材料、坡口、分组、焊接、清除焊渣等程序,在铺设和标注的基础上进行焊管施工。
2、沟槽加工清洗:沟槽切割管道一般采用氧乙炔火焰切割,气割后完成,氧化铁用锉刀清除管口。小直径管道应尽可能用砂轮切割。去除斜角两侧20毫米范围内的油、锈、水,保证金属光泽,保证斜坡表面缺陷,去除斜坡内外。
3、使用焊条和焊剂前,应按照说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接操作说明书进行。焊接设备使用前需要进行检查,不合格设备严禁进入施工现场。焊接过程中应进行自检和互检,并控制焊接质量。

6、防止弹坑裂纹,多层焊接实现夹层接头错开。每一道焊缝都应尽快完成。焊缝中断时,应及时采取措施防止裂纹,确保继续焊接前无裂纹。
7、连接管道时,不允许进行强对准,尤其是与设备连接螺栓松动时,对准部分应在正确的位置。
8、清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如有缺陷,应及时进行维修和维修记录。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本网将予以删除。
上一条:
热力埋地钢套钢保温管应用范围
下一条:
聚氨酯泡沫保温管接口是什么?







 网站首页
网站首页
 产品中心
产品中心
 添加微信
添加微信
 联系电话
联系电话